

咨询热线
15051229888
15051229888


当加工楔形机床满足工件后放电加工芯片对线切割钼丝的附着,解决了加工芯片对钼丝的附着问题,可以从改善间隙冷却条件和放电柱压力对放电点的影响入手,钼丝厂家告诉你要采取以下措施:(1)工作液的选择及防护DX-1乳液的水溶液常用作WEDM的工作液,常规比例为1:10(乳液1份,水10份),而加工防
常用的线切割钼丝耗材,偶尔在使用中会出现钼丝花丝的现象,这是为什么呢?钼丝厂家说主要要从三个要素入手观察。首先、为了确定脉冲发生器的质量,只要没有直流元件停止电弧,通常不会导致线切割钼丝断丝。第二、务必留意水、污渍、稀释液、成分自然不必;带有一定量的盐、碱等阻拦物质绝
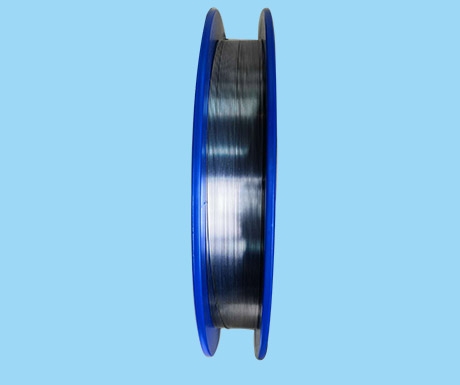
在线切割钼丝加工中,如果电火花线切割零件损失发生异常,会导致生产成本增加,减少自己的利益,让大家的朋友相头疼。钼丝的应用:1.钼丝(喷涂钼丝)主要用于汽车部件的喷涂,如活塞环、同步环、搬运等。2.电火花线切割使用的钼丝具有抗拉强度高、放电性好、光泽度高、切割速度快、寿命长等

为了解决WEDM加工中工件出料时加工屑粘在钼丝上的问题,可以改善间隙冷却条件和出料柱对出料点的压力,线切割钼丝厂家采取以下措施:(1)工作液的选择及防护DX-1乳液的水溶液常用作WEDM的工作液,常规比例为1:10(乳液1份,水10份),而加工防锈铝合金时,颜色比例为3:8。为了保持工作液的清洁,使
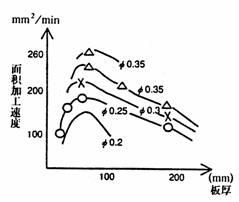
图1表示板厚与面积线切割钼丝加工速度之间的关系。从图中可了解到,面积加工速度与板厚不成正比。但是,在某一板厚的情况下,都显示出大值。由于机床特性的不同,显示大值的板厚也不相同,大致位于板厚60mm左右。为了提高线切割的加工速度,使用直径较大的电极丝是比较有利的。这是因为在

线切割机床的常用钼丝直径为0.08~0.20mm,其中0.18mm是常用的钼丝直径型号,其它型号一般只用于特殊情况下是特种加工。那么线切割加工的钼丝直径为什么是18丝、而不是14丝16丝或者是20丝呢?这个传统的行业标准0.18mm是怎么来的呢?这一标准数据是通过大量的实验研究得出的结论。线切割加工历史悠久
线切割加工时穿丝孔直径与位置应如何确定?①穿丝孔直径大小应适bai当,一般为ф2~du8mm。如果穿丝孔直径过小,既增加钻孔难度又不方便穿丝。若孔dao径太大,则会增加钳工工作量。②切割凹模(或孔强)类零件时,穿丝孔的位置一般可选在待切割型孔(腔)的边角处,以缩短无用轨迹,并力求使短。③对
线切割冷拉钼丝在实际加工中存在各种小问题,加工中的断丝现象由各种原因造成,钼丝其质量的好坏,只能在使用时才能够体会出来,优质的钼丝切割12小时没有延伸,这能证明出这盘钼丝是冷拉出来的,延展率较低,反之差的钼丝可张丝大半圈了。问:如何处理多发性的钼丝钼丝断丝?答:当线电极

